|
|
|
|
|
بناء الناقلة استخدام حبل التحول محمل SD.616.20.00.ب 616*472*56ملم لا أسنان
تفاصيل المنتج:
شروط الدفع والشحن:
|




مفصلة وصف المنتج
| المواد: | 50 مليون | ختم: | ختم مزدوج |
|---|---|---|---|
| ضياء الخارجي: | 616ملم | ضياء الداخلية: | 472ملم |
| الطول: | 56 ملم | وقت التسليم: | 45 يوما |
بناء الناقلة استخدام حبل التحول محمل SD.616.20.00.ب 616*472*56ملم ليس أسنان
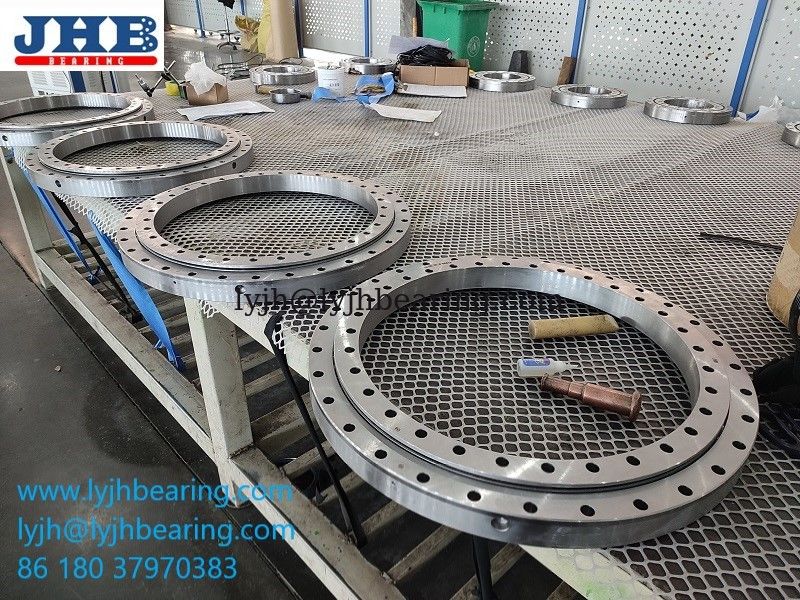
كرة اتصال 4 نقاط محمل المتحرك SD.616.20.00.B ينتمي إلى هيكل الخفيف ، والسمك رقيق جدا ، والارتفاع 56mm فقط ، قطع الغيار بما في ذلك الحلقة الداخلية والحلقة الخارجية والكرة والختم المزدوج. حجم الحدود:616 * 472 * 56mm.لقد عرضنا على العميل الأوروبي.
![]()
محامل الكرة المتحركة SD616.20.00مواصفات B على النحو التالي:
| نوع محامل التمرير | (إس دي)616.20.00. ب |
| حجم كامل | 616*472*56ملم |
| القطر الخارجي | 616ملم |
| القطر الداخلي | 472ملم |
| الطول | 56ملم |
| الهيكل | محامل كرة التشغيل ذو أربع نقاط |
| طلاء | كرة |
| مواد الحلقة الداخلية والحلقة الخارجية | 42CrMo،50Mn متاح |
| مواد الكرات | GCr15 |
| المعالجة الحرارية | التخفيف + التشديد 229HB |
| الأسنان | بدون أسنان |
| الرمز السريع | 84821000090 |
| الحزمة | غلاف خشبي |
محملات التأرجح(إس دي)616.20.00. بصورة مرجعية فعلية:
![]()
![]()
![]()
![]()
محامل التمرير هو أحد منتجاتنا الرئيسية.
1محمل أربع نقاط لتحريك الكرة (بدون عجلة، عجلة خارجية، عجلة داخلية)
2محامل كرة متداول في صفين (بدون معدات، معدات خارجية، معدات داخلية)
3محملات الدوار الأسطوانية المتقاطعة؛ ((بدون عجلة، عجلة خارجية، عجلة داخلية) ؛
4محمل ثلاثي الصف الأسطواني للدراجات المتحركة؛ ((بدون عجلة، عجلة خارجية، عجلة داخلية) ؛
5محامل مقطوعة معقّبة متقاطعة (بدون معدات، معدات خارجية، معدات داخلية)
6. محمولات الدوران المشتركة للكرة والعجلات. ((لا معدات، معدات خارجية، معدات داخلية) ؛
الحزمة
1. أولاً مُزلق ، ثانياً مُحاط بالفيلم البلاستيكي ، ورق الكرافت ، الحزام الأزرق ، ثم مُعبأة في
علبة خشبية، تم تجميعها أخيراً في لوح خشبي.
2 حسب احتياجاتك
وقت التسليم
1بالنسبة للمنتج العام ، وقت التسليم لدينا يحتاج فقط 5 أيام يكفي (البضائع في المخزون).
2إذا كان لديك متطلبات تقنية خاصة أو تحتاج إلى معالجة إضافية،
الطلب يحتاج فقط 25 يوما، إذا كان هذا هو الطلب المستمر الدوار، لدينا وقت التسليم يحتاج فقط 12 يوما.
مادة المحامل:
عملية التصنيع:
يتم تصنيع حلقات المحامل الفارغة بشكل رئيسي من قضبان وأنابيب ، في حين أن عملية التزوير قابلة للتطبيق فقط على قضبان. ومع ذلك ، فإن التزوير هي المواد الفارغة الأكثر استخدامًا في تصنيع المحامل ،وهي مناسبة لحاويات كبيرة ومتوسطة الحجميمكن تقسيم التصنيع إلى التصنيع الساخن والتصنيع البارد والتصنيع الساخن. يشير التصنيع الساخن إلى المعالجة فوق درجة حرارة إعادة تبلور المعدن ،التصنيع الساخن هو التصنيع عند درجة حرارة لا تتجاوز درجة حرارة التبلور مرة أخرى، والتكوين البارد يشير إلى التكوين في درجة حرارة طبيعية.
الغرض من صياغة الحاجز: 1. من خلال الصياغة، الحصول على فراغ بحجم مماثل للمنتج، وتحسين استخدام المواد المعدنية، والحد من كمية المعالجة، وخفض التكاليف.يمكن أن يزيل التصنيع العيوب الداخلية للمعادن، تحسين الهيكل، وبالتالي زيادة عمر الخدمة من المحامل.
العملية العامة للتصنيع:
مواد العصي ،التفتيش ،التسخين ،التسخين الثانوي ،التصنيع ،التدحرج ،التبريد ،التسخين ،التنظيف
التحويل الخام: يتم إجراء التحويل الخام وفقًا لرسم عملية التحويل.وسرعة القطع وكمية القطع تنفذ بدقة وفقا للوائح الفنية (سرعة القطع العامة هي 5 دورات في الدقيقة)كمية القطع 10mm ~ 12mm).
2.2 الشيخوخة من خلال الدوران الخام: بعد الانتهاء من الدوران الخام لأجزاء المحامل ، لا يسمح بالدعم الثلاثي النقطة والوضع المسطح (لا يسمح بالتراص).ويمكن تنفيذ معالجة التحويل الدقيقة بعد أن يكون وقت الشيخوخة لا يقل عن 48 ساعة.
2.3 أجزاء محامل للدوران الدقيق عند الانتهاء من الدوران، سرعة القطع هي 6 إلى 8 دورات في الدقيقة، وكمية القطع هي 0.3 إلى 0.5 ملم.
2.4 الدوران الدقيق: من أجل منع تشوه الأجزاء عند الانتهاء النهائي لأجزاء الوعاء، يجب تخفيف الأجزاء لجعلها في حالة غير مشددة.سرعة الدوران هي 8 دورات في الدقيقة وكمية القطع هي 0.2 ملم
2.5 عملية خاصة للخاتم الداخلي للدراجات المتعرج والثلاثة صفوف: لمنع الخاتم الداخلي للدراجات المتعرج والثلاث صفوف من التشوه بعد المعالجة الحرارية.يجب أن تتم عملية التحويل في أزواج، أي أن المسار هو معالجة خلفية إلى خلفية. لا يتم قطع قبل المعالجة الحرارية ، ويتم قطع بعد التسخين.
2.6 السيارة المنتهية بعد التسخين: بعد معالجة الحلقات الداخلية والخارجية للحاوية بالدفء ، يتم إجراء عملية تدوير السيارة المنتهية ، والإجراءات التقنية هي نفسها كما هو الحال في 2.3 و 2.43)
المعالجة الحرارية
3.1 إطفاء سطح المسار: يتم إطفاء سطح مسار العجلة بمعدل تردد متوسط ، والصلابة لا تقل عن 55HRC ، وعمق الطبقة المقاومة لا يقل عن 4 مم.عرض الحزام الناعم أقل من 50 ملم(أحيانا العملاء يمكن أن يطلبون carburizing، nitriding، carbonitriding، الخ)
3.2 التشديد بعد المعالجة الحرارية: بعد التخفيف المتوسط لخواتم الداخلية والخارجية للحامل ، من الضروري تعريضه لدرجة حرارة 200 درجة مئوية لمدة 48 ساعة قبل الخبز.لضمان أن الضغوط الداخلية تختفي
معالجة المطحنة والطحن 4.1 بالنسبة لأحزمة المحولات ذات الأسنان الداخلية والخارجية، يجب أن يتم طحن وأسنان الطحن قبل عملية الطحن.ويجب أن يتم معالجتها وفقاً لمتطلبات التكنولوجيامع مستوى دقة 8 أو أكثر.
5) الحفر
5.1 التخطيط: بعد قياس الأبعاد الخارجية للجزء، قم بإجراء إجراءات التخطيط والتخطيط وفقًا للأبعاد المحددة في الرسم.يجب أن لا تختلف الثقوب عن بعضها البعض بأكثر من 3 ٪.
5.2 الحفر: تحقق من حجم خط الكاتب وفقًا للرسم ، ثم قم بعملية الحفر بعد التأكد من أن الأبعاد صحيحة.يجب الجمع بين حفر تركيب اللوحة المدورة الغطاء الداخلي وتجهيز، والخطأ بين الثقوب عند 180 درجة مئوية بين الأحزمة الرخوة لا ينبغي أن يكون أكبر من 5 ٪.
06) طحن
6.1 طحن ضخم: استخدم الكوروندوم المتوسط والحبات الثلاثة الناعمة ذات الحبيبات 36 درجة والعجلات الطحن الراتنجية ذات الثقوب الجوية للطحن.يتم التحكم في سرعة الخط عند 1500 دورة في الدقيقة لمنع حروق المساريجب ألا يتجاوز الحد الأقصى لعمق الطحن 1 ملم.
6.2 الطحن الدقيق: استخدم طحن عجلات الراتنج بحجم 46 درجة أو 60 درجة ، يجب أن تكون كمية الطحن أقل من طحن الخام.ويجب أن تصل النهاية إلى المستوى المحدد في الرسم
حقول التطبيق
أجهزة المناجم، أجهزة رفع الميناء، معدات نقل النفط في الميناء على الأرض والبحر
رافعة،حفرة،آلة الخرسانة،آلة الورق،آلة البلاستيك والمطاط، النسيج
الآلات، محطات الصلب، محطات توليد الكهرباء الإلكترونية، مولد طاقة الرياح، البناء الآخر
والآلات أو المعدات الصناعية.
![]()
تفاصيل الاتصال
منتجات أخرى
-
محولات الجهاز المحول RKS.061.25.1204 مقاس 1338X1119X68mm
-
حلقة محمولة للفولاذ مع أسنان العدادات162.14.0744
-
Slewing Ring Bearing RKS.060.20.0944 For Swivel Turntable
-
حلقة دوارة Fa-00r3 ترس داخلي للأسنان مصنع 1166X985.6X54mm
-
أربع نقاط اتصال كرة محمل E.1200.20.00الحجم 1198.4X984X56ملم
-
مصنع محامل الكرات ذات النقاط الأربع E787/760G2 950*760*80mm